When it comes to choosing between mobile and stationary block machines, the decision largely depends on your specific project requirements, production scale, and operational flexibility. Mobile block machines like the QTM4-45 mobile block machine offer unparalleled portability and are ideal for small to medium-scale projects or businesses that need to move their production site frequently. They’re perfect for on-site manufacturing, reducing transportation costs and allowing for quick setup. On the other hand, stationary block machines are better suited for large-scale, consistent production in a fixed location. They typically offer higher output capacity and are ideal for established factories or long-term construction projects. Ultimately, the choice between mobile and stationary block machines boils down to balancing factors such as production volume, site logistics, and long-term business goals.

Understanding Mobile Block Machines
Advantages of Mobile Block Machines
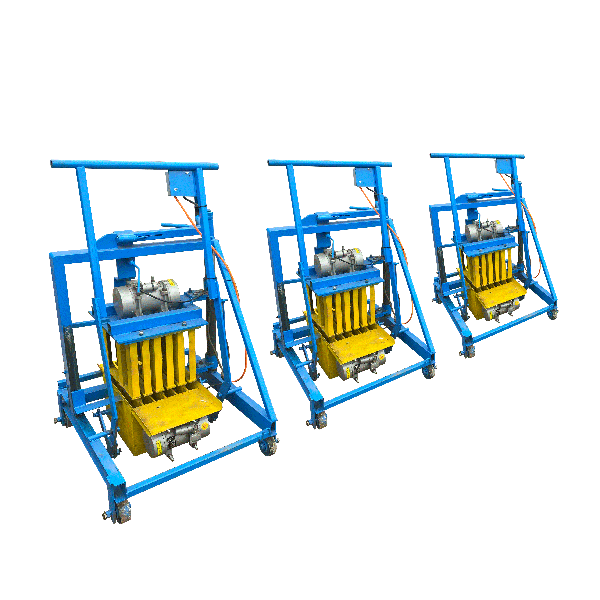
Mobile block machines, exemplified by the QTM4-45 mobile block machine, offer numerous advantages for construction projects and small-scale manufacturing operations. These portable units provide unparalleled flexibility, allowing producers to manufacture blocks directly at the construction site or easily relocate production as needed. This mobility significantly reduces transportation costs and logistical challenges associated with moving heavy concrete blocks. Additionally, mobile machines typically require less initial investment and setup time compared to their stationary counterparts, making them an attractive option for startups or businesses with fluctuating production needs.
Applications of Mobile Block Machines
The versatility of mobile block machines makes them suitable for a wide range of applications. They excel in remote or rural construction projects where access to pre-manufactured blocks might be limited or costly. Small to medium-sized construction companies often favor these machines for their ability to produce blocks on-demand, reducing storage requirements and minimizing waste. The QTM4-45 mobile block machine, for instance, is particularly well-suited for producing hollow blocks, solid blocks, and custom-sized bricks for various applications, making it a valuable asset for diverse construction needs.
Limitations of Mobile Block Machines
While mobile block machines offer significant advantages in terms of flexibility and cost-effectiveness, they do have some limitations. Generally, these machines have a lower production capacity compared to large stationary units, which may be a drawback for high-volume projects. The quality and consistency of blocks produced by mobile machines can sometimes be influenced by environmental factors such as uneven terrain or weather conditions. Additionally, mobile units may have fewer automated features, potentially requiring more manual labor and oversight during the production process.
Exploring Stationary Block Machines
Benefits of Stationary Block Machines
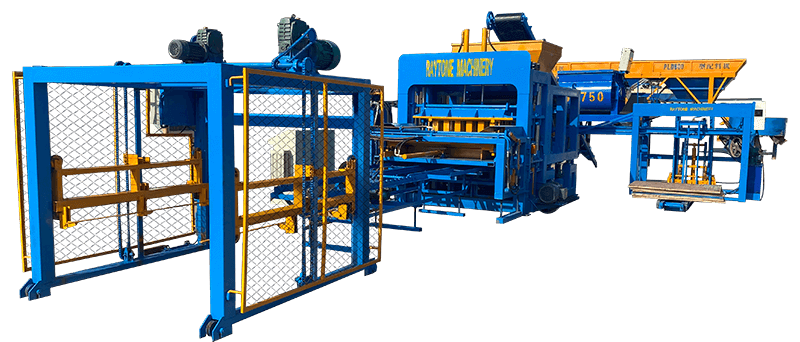
Stationary block machines are the workhorses of large-scale block production facilities. These machines excel in high-volume manufacturing environments, offering superior production capacity and consistency. Stationary units often feature advanced automation systems, reducing labor requirements and minimizing human error in the production process. The stable, controlled environment of a factory setting allows for precise control over factors such as mixture composition, compaction pressure, and curing conditions, resulting in blocks of consistently high quality. Moreover, stationary machines can be integrated into comprehensive production lines, incorporating automated handling, packaging, and quality control systems.
Ideal Scenarios for Stationary Block Machines
Stationary block machines and mobile block machines are particularly well-suited for established manufacturing facilities with steady, high-volume production needs. They’re ideal for businesses supplying blocks to multiple construction projects or serving as regional distributors. Large-scale residential or commercial development projects that require a consistent supply of blocks over an extended period can benefit significantly from on-site stationary machines. These units also excel in producing specialized or high-precision blocks that require tightly controlled manufacturing conditions, such as interlocking paving stones or decorative facing bricks.
Drawbacks of Stationary Block Machines
While stationary block machines offer numerous advantages for large-scale production, they do come with certain drawbacks. The initial investment for a stationary setup is typically much higher than for mobile units, including not just the machine itself but also the supporting infrastructure and facilities. Stationary machines lack the flexibility to easily relocate production, which can be a significant disadvantage if market demands shift geographically. Additionally, the high production capacity of stationary machines necessitates efficient logistics and storage solutions to manage the output, which can add to operational complexity and costs.
Factors to Consider When Choosing Between Mobile and Stationary Block Machines
Production Volume and Capacity Requirements
One of the primary factors in deciding between mobile and stationary block machines is the required production volume. Mobile machines like the QTM4-45 are designed for smaller-scale production, typically ranging from 1,000 to 3,500 blocks per 8-hour shift, depending on the block size. This makes them ideal for small to medium-sized projects or businesses. Stationary machines, on the other hand, can produce upwards of 10,000 blocks per shift, making them suitable for large-scale manufacturing operations. Consider your current production needs and future growth projections when making your choice. If you anticipate a significant increase in demand, a stationary machine might be a more future-proof investment.
Site Logistics and Mobility Needs
The nature of your projects and operational model plays a crucial role in the decision-making process. If your business involves frequent relocation to different construction sites or serving multiple small projects in various locations, a mobile block machine offers unparalleled flexibility. The QTM4-45 mobile block machine, for instance, can be easily transported and set up on any flat concrete surface, making it ideal for on-site production. Conversely, if you have a fixed production facility or are involved in long-term, large-scale projects at a single location, a stationary machine would be more appropriate. Consider factors such as transportation costs, site accessibility, and the frequency of location changes in your decision.
Financial Considerations and Return on Investment
The financial aspect is crucial when choosing between mobile and stationary block machines. Mobile machines generally require a lower initial investment, with models like the QTM4-45 priced around $3,000 USD. This lower entry cost makes them attractive for small businesses or those just starting in the industry. Stationary machines, while more expensive upfront, can offer a higher return on investment for large-scale operations due to their superior production capacity and efficiency. When evaluating the financial implications, consider not just the initial purchase price, but also factors such as operational costs, maintenance requirements, and potential revenue based on your production capacity and market demand. It’s essential to conduct a thorough cost-benefit analysis, taking into account your specific business model and long-term goals.
Conclusion
Choosing between mobile and stationary block machines is a crucial decision that can significantly impact your business’s efficiency and profitability. Mobile machines like the QTM4-45 offer unparalleled flexibility and are ideal for small to medium-scale operations or businesses requiring frequent relocation. They’re perfect for on-site production, reducing transportation costs and allowing quick setup. Stationary machines, while less flexible, excel in high-volume, consistent production and are better suited for established factories or long-term projects. Your choice should be guided by factors including production volume needs, site logistics, financial considerations, and long-term business strategy. Carefully weigh these factors to make an informed decision that aligns with your operational requirements and growth objectives.
Contact Us
At Raytone Machinery, we understand the unique needs of every block-making operation. As a leading manufacturer of block machines, we offer a wide range of solutions, from mobile units like the QTM4-45 mobile block machine to high-capacity stationary machines. Our commitment to quality, reliability, and customer satisfaction ensures you get the best value for your investment. Whether you’re starting a new venture or looking to expand your existing operation, we’re here to help you make the right choice. For personalized advice and more information about our products, contact us today at hazel@raytonechina.com. Let’s build a stronger future together!
References
- Smith, J. (2022). “Advancements in Mobile Block Machine Technology”. Construction Technology Review.
- Johnson, A. et al. (2021). “Comparative Analysis of Mobile and Stationary Block Production Methods”. Journal of Construction Engineering.
- Brown, R. (2023). “Economic Impacts of On-Site Block Production in Rural Development Projects”. Sustainable Construction Quarterly.
- Lee, S. and Park, K. (2022). “Quality Control Challenges in Mobile vs. Stationary Block Production”. International Journal of Building Materials.
- Wilson, M. (2021). “Energy Efficiency in Modern Block Making Machines”. Green Building Technologies.
- Garcia, L. et al. (2023). “Market Trends and Future Projections for the Block Making Industry”. Construction Industry Forecast Report.